PE管热熔要多少温度
跟原料的熔脂有关系,一般是230度左右。一般热熔直径20的管材,插入的时间在2秒以内就可以,调合适了就行。热熔对接PE管道主要与四点一定要保证:焊接温度、时间、压力、焊接面的清洁度,温度根据原料等级确定。
PE100为215-235℃,PE80为200-220摄氏度,时间和压力根据管材和焊机确定,焊接面一定要清洁。焊接焊缝好坏判定主要通过程序控制,判定以外观判定:翻边均匀对称、高度适中、表面光滑无降解、没有磕碰痕迹、焊缝最低点高于管材表面、背弯实验焊缝不发生开裂。
在PP-R管热熔之前应该先检查管材管件是否都完好无损,如果管材管件本身就有损坏那么热熔工作再好后期也会出现问题。通常管材在低温环境的运输过程中,PP-R管的管壁会产生刻痕效应,所以在热熔前最好先检查清楚。

扩展资料:
PE管简介:
1.PE是聚乙烯塑料,最基础的一种塑料,塑料袋、保鲜膜等都是PE,HDPE是一种结晶度高、非极性的热塑性树脂。原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。
2.PE管的焊接,PE管道对接焊缝,该方法提供了最高的可靠性和直径的范围内和压力过程:加热的管子的端部,使用一个工具,称为接触压力和温度定义下的“镜像”。 端部被迅速接触,并保持在压力下,在冷却过程中。
3.PE管有中密度聚乙烯管和高密度聚乙烯管。根据壁厚分为SDR11和SDR17.6系列。前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。
4.和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的安全间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成隐患。
5.中国的市政管材市场,其中给水管和燃气管是其两个最大的应用市场。PE化学中文名为,聚乙烯,PE材料由于其强度高、耐高温、抗腐蚀、无毒、耐磨等特点,被广泛应用于给排水制造领域。因为它不会生锈,所以,是替代普通铁给水管的理想管材。
PE管的连接方式
先将电熔管件套在管材上,然后用专用焊机按规定的参数(时间、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面熔化,冷却后管材和管件即熔合在一起。其特点是连接方便迅速、接头质量好、外界因素干扰小、但电熔管件的价格是普通管件的几倍至几十倍、(口径越小相差越大),一般适合于大口径管道的连接。
1、电熔承插连接的程序(过程)。 检查—–切管—–清洁接头部位—–管件套入管子—–校正—–通电熔接—–冷却 (1)切管:管材的连接端要求切割垂直,以保证有足够的热熔区。常用的切割工具有旋切刀、锯弓、塑料管剪刀等;切割时不允许产生高温,以免引起高温变形。 (2)清洁接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。 (3)管件套入管子:将电熔管件套入管子至规定的深度,将焊机与管件连好。 (4)校正:调整管材和管件的位置,使管材和管件在同一轴线上,防止偏心造成接头焊接不牢固,气密性不好。 (5)通电熔接:通电加热的时间、电压应符合电熔焊机和电熔管件生产厂的规定,以保证在最佳供给电压、最佳加热时间下、获得最佳的熔接接头。 (6)冷却:由于PE管接头只有在全部冷却到常温后才能达到其最大耐压强度,冷却期间其他外力会使管材、管件不能保持同一轴线,从而影响熔接质量,因此,冷却期间不得移动被连接件或在连接处施加外力。 热熔承插:热熔设备达到设定工作温度方可操作。
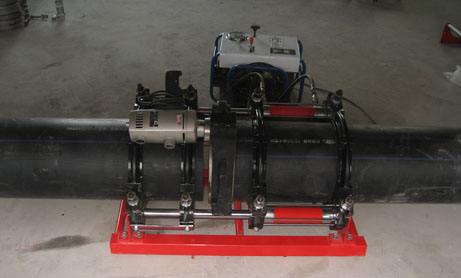
二、热熔对接
1、使用该方法连接时,采用热熔对接焊机,主要操作步骤如下: ①对接焊机调试完成后,把待接管材置于焊机夹具上并夹紧; ②清洁管材待接端并用刨刀铣削连接端面校直两对接件,使其错位量不大于管材壁厚的10%: ③待加热板温度达到设定要求温度后,放入加热板加热: ④加热完毕后,取出加热板,迅速启动油泵压力接合两管材加热面,并升压至熔接压力保压冷却: ⑤冷却到规定时间后,打开夹具并从机架上移开管材,观察卷边判定连接质量,连接完成。 2、检验热熔对接质量方法 ①热熔对接质量的判定仍主要对焊接卷边的非破坏性外观检测。通常包括卷边几何形状的外观检查和割除卷边,将卷边向背后屈曲以证实连接有无熔合不足的检查。 ②超声波检测和X射线检测在国外有应用。 ③破坏性检测。将接口切处分别进行拉伸试验、弯曲试验、拉伸蠕变试验等。